








- Ultrasonic horn
- Ultrasonic plastic welding machine
- Ultrasonic metal welding machine
- Ultrasonic sewing machine
- Ultrasonic cutting device
- Ultrasonic homogenizer
- The ultrasonic generator
- Ultrasonic transducer
- Ultrasonic spot welding, handheld welding
- Ultrasonic hose sealing machine
- Ultrasonic turntable machine
- Water outlet machine
- Flange








01




How to design ultrasonic welding molds (welding heads)
Key design details
The ultrasonic welding mold (welding head) is the core of energy transfer. Its design revolves around three main dimensions: acoustic matching, structural adaptation, and material processing. These factors directly determine the welding quality and equipment stability. Key points are as follows:
I. Acoustic performance matching (core prerequisite)
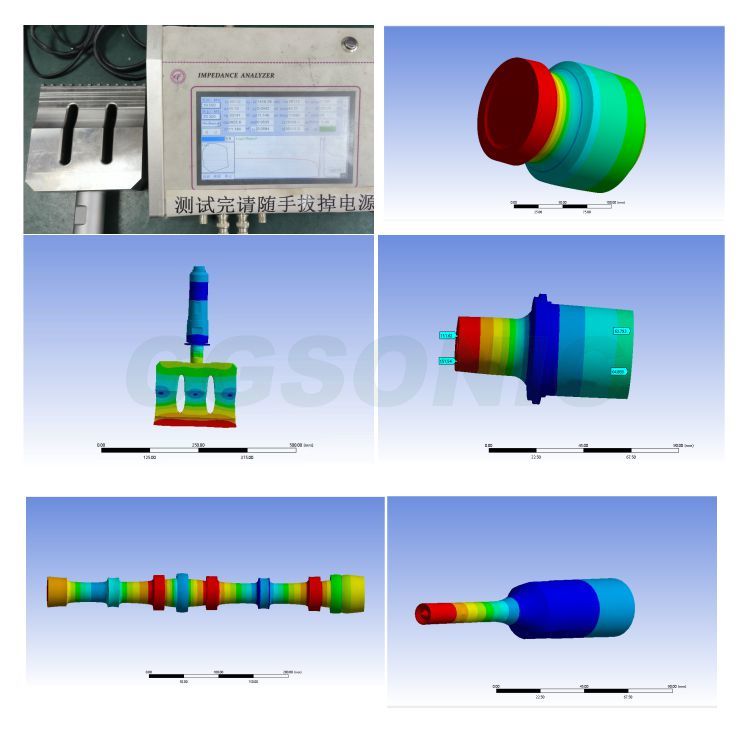
The welding head must act as a resonator and be precisely matched to the equipment frequency to avoid energy loss and equipment damage. Vibration modes are optimized through acoustic simulation to ensure uniform amplitude distribution and eliminate stress concentration. The amplitude is rationally set according to the hardness of the welding material, while controlling the amplitude amplification ratio to balance welding efficiency and mold life.
II. Welding Surface and Overall Structural Design
The design of the welding surface must balance energy concentration and product protection: energy-guiding patterns should be added to focus energy and accelerate welding; positioning and foolproof structures should be used to prevent product displacement or reverse placement. Non-welding areas should be cleared, with chamfered or rounded edges to prevent damage to the product and mold cracking. The overall design must balance lightweight and rigidity; non-critical areas can be hollowed out, and long-handled molds should have reinforcing ribs to prevent deformation.
III. Material Selection and Processing
Materials must balance acoustic performance, strength, and wear resistance: titanium alloys are suitable for high-precision, high-volume applications; aluminum alloys offer high cost-effectiveness and are suitable for small to medium-volume production; tool steel is used for welding hard materials and those containing glass fiber. Appropriate heat treatments or surface treatments are applied based on the material properties to improve the mold's wear resistance and service life.
IV. Connection and Verification Key Points
The connection surface with the amplitude transformer needs to fit precisely to ensure concentricity and energy transfer efficiency. After the design is completed, simulation, trial welding tests, and life tests are conducted to verify that the weld quality and mold stability meet the standards. Modular design can be adopted to improve product adaptability and reduce costs.